
![]()
028-83915656
15008210308

电 话:15008210308
网 址:www.shenglejd.com
地 址:成都市新都区龙桥工业区万象路28号
陶瓷结合剂CBN(结合剂疏松型)砂轮一般可用单颗粒金刚石或滚轮进行修整,比较容易实现,这里着重介绍几种结合剂密实型的超硬磨料砂轮的整形方法。
(1)金刚石笔整形法
用于修整树脂结合剂超硬磨料砂轮,修整时砂轮应低速旋转;否则修整效果不好,且金刚石笔磨损较快。用这种方法修整的砂轮表面较光滑,磨削性能差,形状及尺寸精度较低,故该方法只在没有其他修整条件的情况下使用。
(2)滚压藏形法
所用的整形砂轮为绿碳化硅或白氧化铝羯瓷结合剂砂轮,其粒度应根据超硬磨料砂轮的粒度选择。若超硬磨辩砂轮粒度细,则应选较细的修整轮。滚压整形法的修整机理与金刚石笔整形法的修整机理不同。前者主要靠压力使磨粒破碎与脱落,而后者主要靠剪切力。由于滚压整形法修整肘需要较大的滚压力,因此磨床的剐性要求要好,否则修整出的砂轮轮廓形状精度较低。
为了提高滚压整形法的修整效果,可采用制动修整装置,如图41(a)所示。当修整砂轮以一定压力按压CBN砂轮时,整形砂轮则随CBN砂轮一起转动。另外,整形砂轮还做往复移动,以一定的滚压力进行修整。在整形砂轮轴上安装制动器的目的是为了使整形砂轮与 CBN砂轮间产生相对速度。图41(b)所示为制动器示意,制动块因受弹簧力作用压向制动环,依靠摩擦作用降低整形砂轮速魔。整形砂轮与CBN砂轮的相对速度越大,整形效率越高。
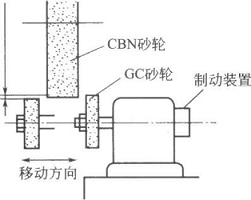
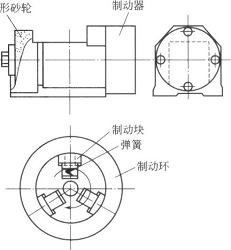
图41 制动控制砂轮整形法
制动控制整形装置适用于直径小于200mm、200#以下的超硬磨料砂轮整形。对树脂结合剂砂轮,容易过整形,使用时需谨慎。
(3)磨削整形法
这种方法同时也可以用于修锐,是常用的一种修整方法。可用碳化硅、刚玉油石修整超硬砂轮,也可用动力驱动金刚石、碳化硅或刚玉砂轮来修整超硬砂轮。修整金刚石砂轮时,修整轮的特性见表8。修整CBN砂轮的修整特性也可参考表8选取,只是其硬度应取得略低一些。
用普通磨粒砂轮作为修整轮时,整形精度稍差,但被修整砂轮磨削性能好,适用于型面精度要求不高或对磨削能力有要求的砂轮修整。用金刚石砂轮作为修整轮时,整形精度好,但被修砂轮磨削能力差,因此仅用于型面精度要求较高的砂轮修整。为提高磨削能力,可两者兼用,即用金刚石砂轮整形后再用普通磨料砂轮加以修整。
表8修整金刚石砂轮用的修整轮特性
金刚石砂轮 | 修整轮 | ||||
结合剂 | 粒度代号 | 磨辩 | 粒度代号 | 硬度 | 结合剂 |
青铜 陶瓷 | 40~60 | GC | 60~80 | K~L | V |
240及更细 | GC | 15~240 | K~L | V | |
树脂 | 100~180 | GC、WA | 80~120 | J~L | V |
240及更细 | GC、WA | 180~240 | J~L | V | |
用金刚石砂轮作为修整工具修整树脂结合剂CBN砂轮时,修整效率很高,但被修整砂轮表面显得光滑,单位面积磨粒数少,磨削能力差,只能使用小进给量磨削;否则,初始磨削时容易使工件退火。用刚玉或碳化硅砂轮修整CBN砂轮时,虽然修整效率低,但是被修整砂轮的磨削性能好。

修整工具磨料
图42不同修整工具磨料对修整效果和磨削性能的影响
修整轮的硬度和粒度对修整效率、修整效果和磨削性能影响很大。由图43(a)可知,修整轮硬度提高,修整效率提高,但被修砂轮的磨削性能却相应降低,砂轮表面比较光滑,磨削比降低。修整轮的粒度对修整效率及砂轮的磨削性能影响不大。由图43(b)可见,当修整轮粒度接近被修砂轮粒度时,磨削性能较好。修整人造金刚石砂轮条件和磨削条件同上。

(a)修整轮硬度 b)修整砂轮粒度
图43 修整砂轮的硬度和粒度对修整效率、修整效果和磨削性能的影响
由以上分析可以看出,采用磨削整形法要适当地选取修整轮的特性参数,否则达不到理想的修整效果。
(4)软钢磨削整形法
利用软钢磨削整形,同时也可以修锐。由于整形时磨粒脱落多,因此不宜用此法来修整型面精度要求较高的砂轮。软钢磨削法有单滚轮法和双滚轮法,其工作原理如图44所示。双滚轮法是采用两个软钢滚轮,修整时两个滚轮的转向相同,但转速不等。如果被修整砂轮的线速度为口sd,那么一个软钢滚轮的线速度为usd+v;另一个。因此,在被修整砂轮切线方向上有两个大小相等、方向相反的修整力。这样就使被修整砂轮不会产生附力矩,能保证整形过程平稳,提高整形质量。
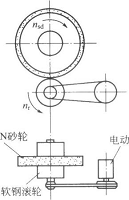
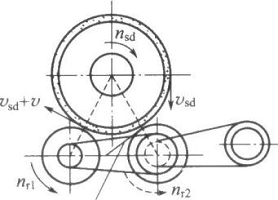
(a)单滚轮法 (b)双滚轮法


